全国热线
400-0708-056
全国热线
400-0708-056
联系人:王经理
联系电话:18706406615,15628959922
400电话:400-0708-056
固话:0531-66583190
企业邮箱:jntmxcl@163.com
网址:www.tanmng.com
地址:济南市长清区孝里镇工业园区十八里谷道18号
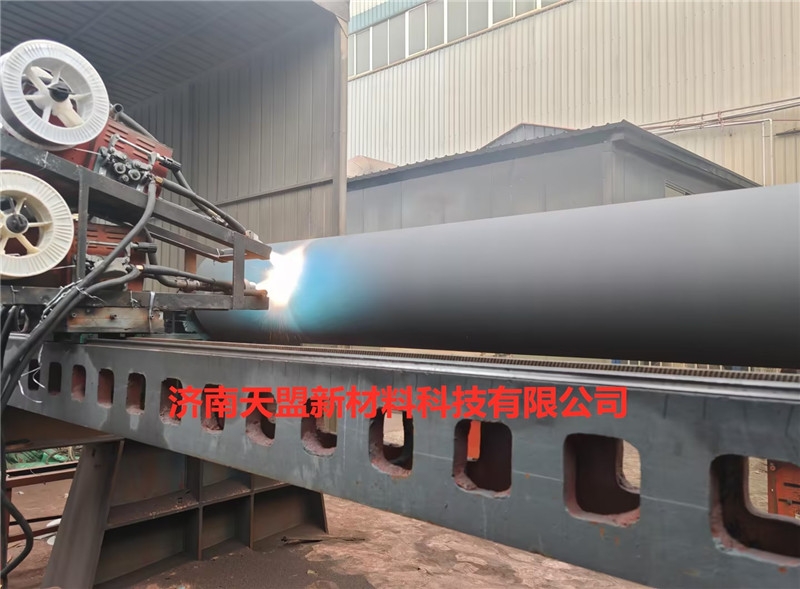
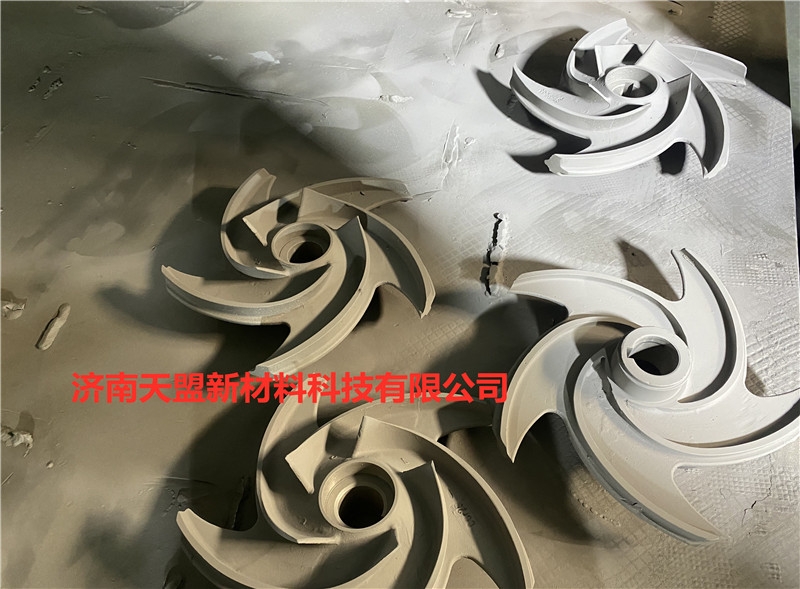
热喷涂镜面涂层,是先通过高能热喷涂在工件表面制备致密耐磨防护层,再经数控磨削、细致抛光,使表面达到镜面高光洁度的复合表面强化工艺;兼顾涂层高耐磨、耐腐蚀、长寿命与镜面光滑外观,广泛替代传统镀硬铬,多用于各类辊筒、精密模具、成型基材。
其主要制备流程如下:
1、基体预处理:
工件喷砂粗化(粗糙度Ra≥6.3μm),除油、氧化皮、锈蚀,形成微观锚纹;薄壁件全程风冷控温,基体温度≤150℃,防止高温变形氧化脱层。
2、底层过渡喷涂:
喷涂NiAl 镍铝自熔过渡层,缓冲涂层与基材热膨胀差,结合强度提升至 60–100MPa,避免冷热循环开裂剥落。
2、面层热喷涂:
(1)超音速火焰喷涂 HVOF, 高速燃气熔化碳化钨金属陶瓷粉末,熔滴撞击速度800m/s,涂层孔隙率<0.5%,致密度高,适合做高光镜面耐磨层;主流用于造纸弧形辊、压光辊、锂电涂布辊、薄膜镜面辊。
(2)高能等离子喷涂 APS 适配氧化铬、氧化铝钛陶瓷粉末,适合高温、亲水防粘工况(印刷水辊、高温烘缸),孔隙率 1.5%–4%,易抛光镜面,耐酸碱腐蚀。
(3)镜面专用粉末:选用10–25μm 细球形粉末,喷涂后组织均匀,抛光无针孔麻点,是实现超镜面的关键原料标准。
4、后加工:
(1)数控外圆磨粗磨,磨掉喷涂波纹,保证尺寸公差 ±0.005mm;
(2)多道逐级抛光(金刚石磨料 + 低温恒力抛光);
(3)粗糙度分级:普通镜面 Ra≤0.08μm,镜面 Ra0.01–0.001μm,表面清晰成像无划痕、橘皮纹。
5、封孔处理:
陶瓷类涂层抛光后真空封孔,封闭微量孔隙,大幅提升耐盐雾、耐溶剂性能。

联系人:王经理
电话:18706406615 , 15628959922 , 400-0708-056
固话:0531-66583190
邮箱:jntmxcl@163.com
网址:www.tanmng.com
地址:济南市长清区孝里镇工业园区十八里谷道18号
 |  |
| 关注我们 | 手机网站 |